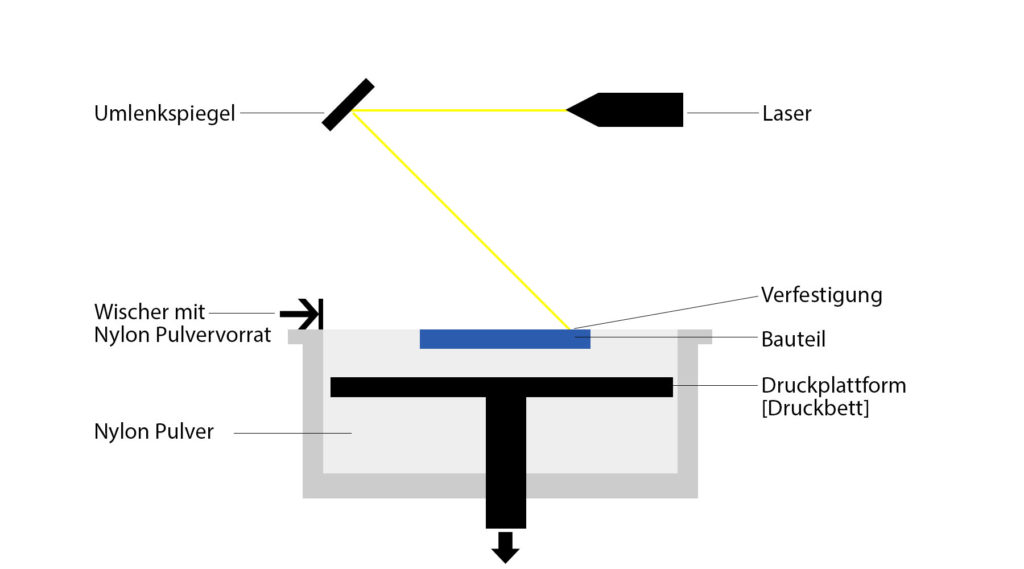
Selektives Lasersintern (SLS) wird als additives Herstellungsverfahren zur Fertigung von 3D- gedruckten Bauteilen eingesetzt.
Dabei wird in einem SLS 3D Drucker zunächst auf den beweglichen Bauraumboden, der Bauplattform, eine hauchdünne Pulverschicht des Materials mittels eines Rakels oder einer Walze aufgetragen. In einem 2. Arbeitsschritt wird mit einem starken Laserstrahl das aufgetragene Pulver, gesteuert über die Druckdatei, an den gewünschten Stellen miteinander verschmolzen. Ähnlich wie in einem herkömmlichen Laserdrucker. Im 3. Arbeitsschritt wird die Bauplattform um eine Schichtdicke (10 µm) abgesenkt. Dieser Ablauf wiederholt sich so oft, wie in der Druckdatei festgelegt. Die einzelnen direkt übereinander liegenden Schichten werden an den definierten Punkten sowohl horizontal als auch vertikal miteinander fest verschmolzen, so dass das Werkstück (3D Druckobjekt) im Pulverbett mit fast 100% Dichte isotrop gefertigt wird.
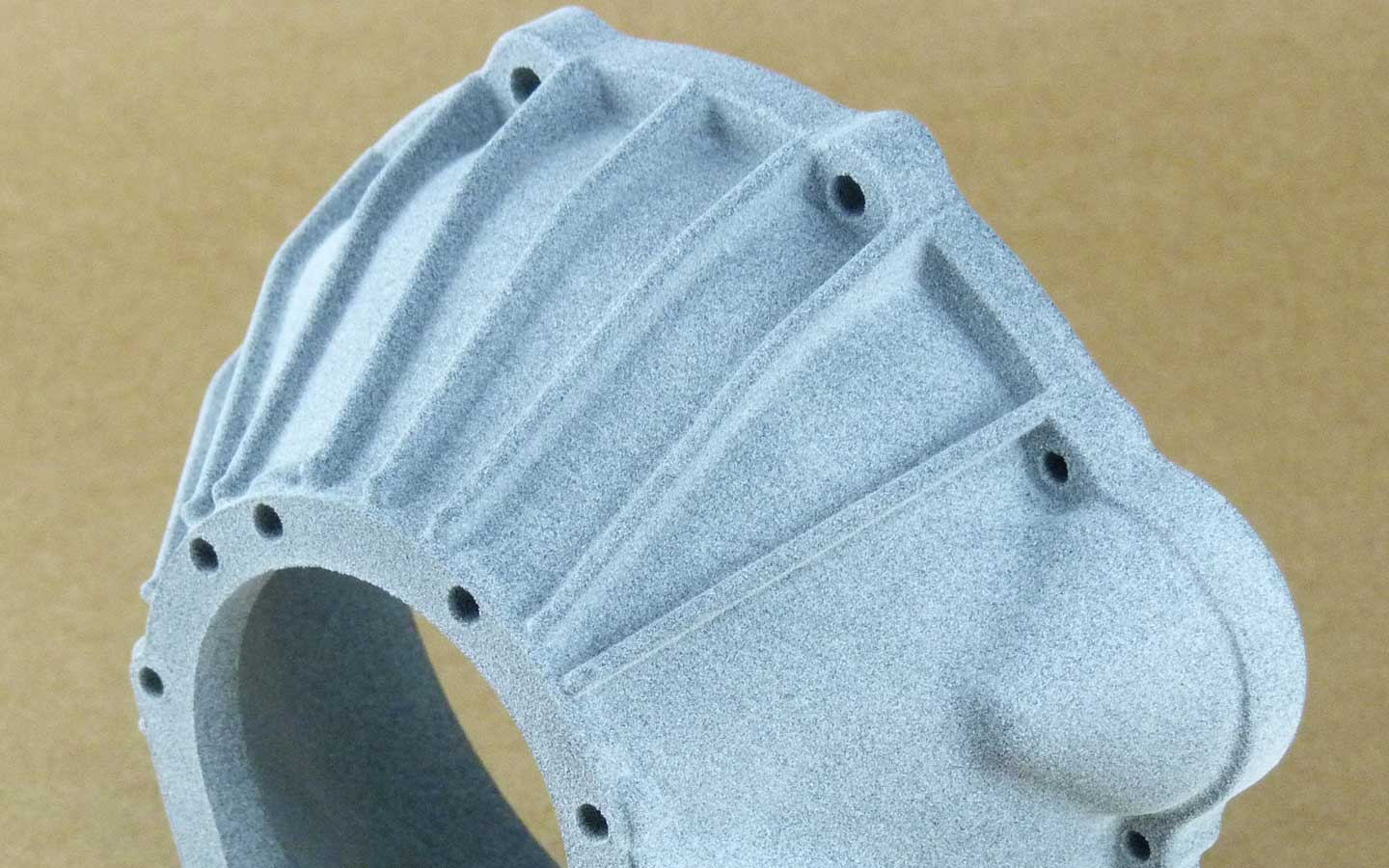
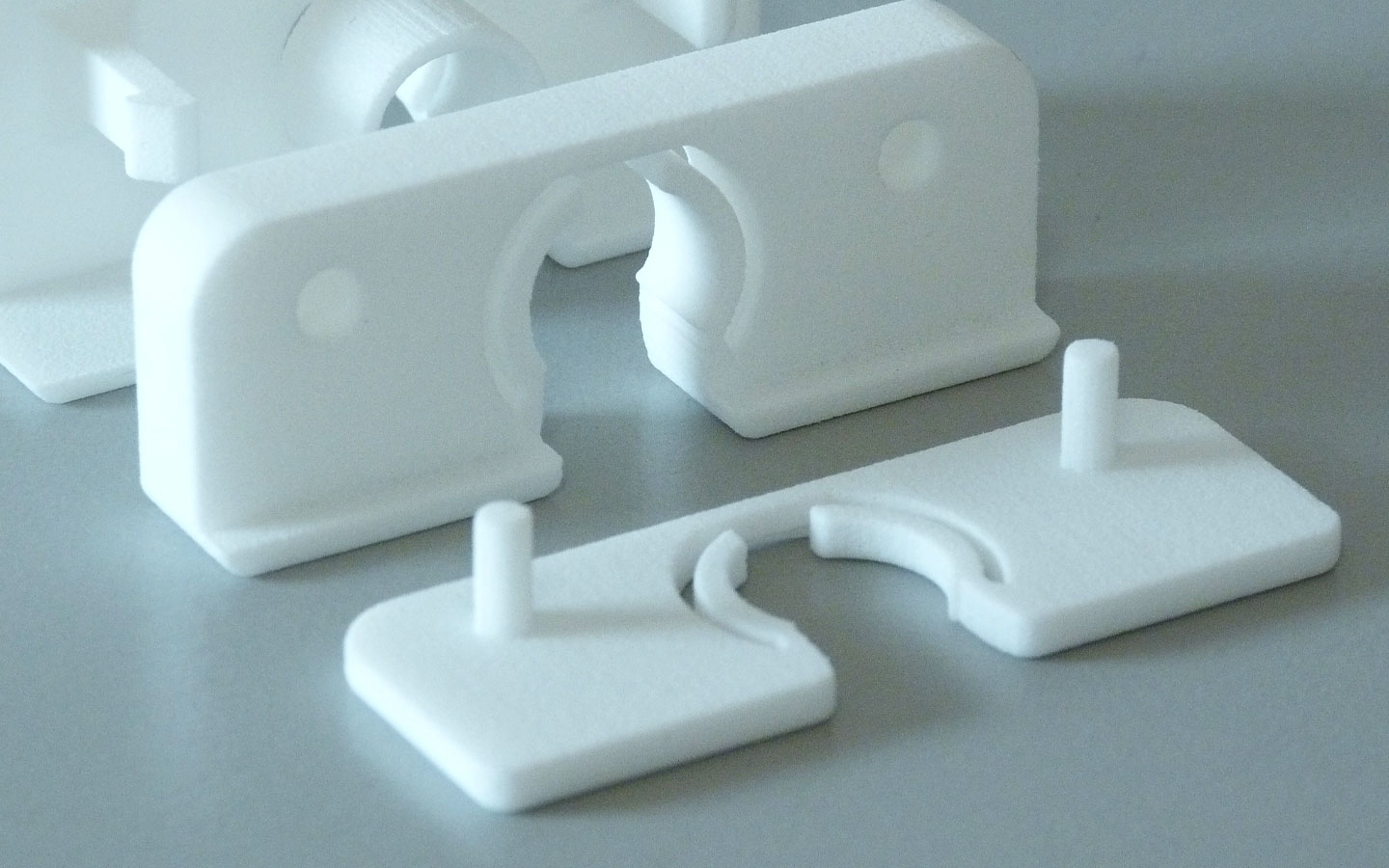
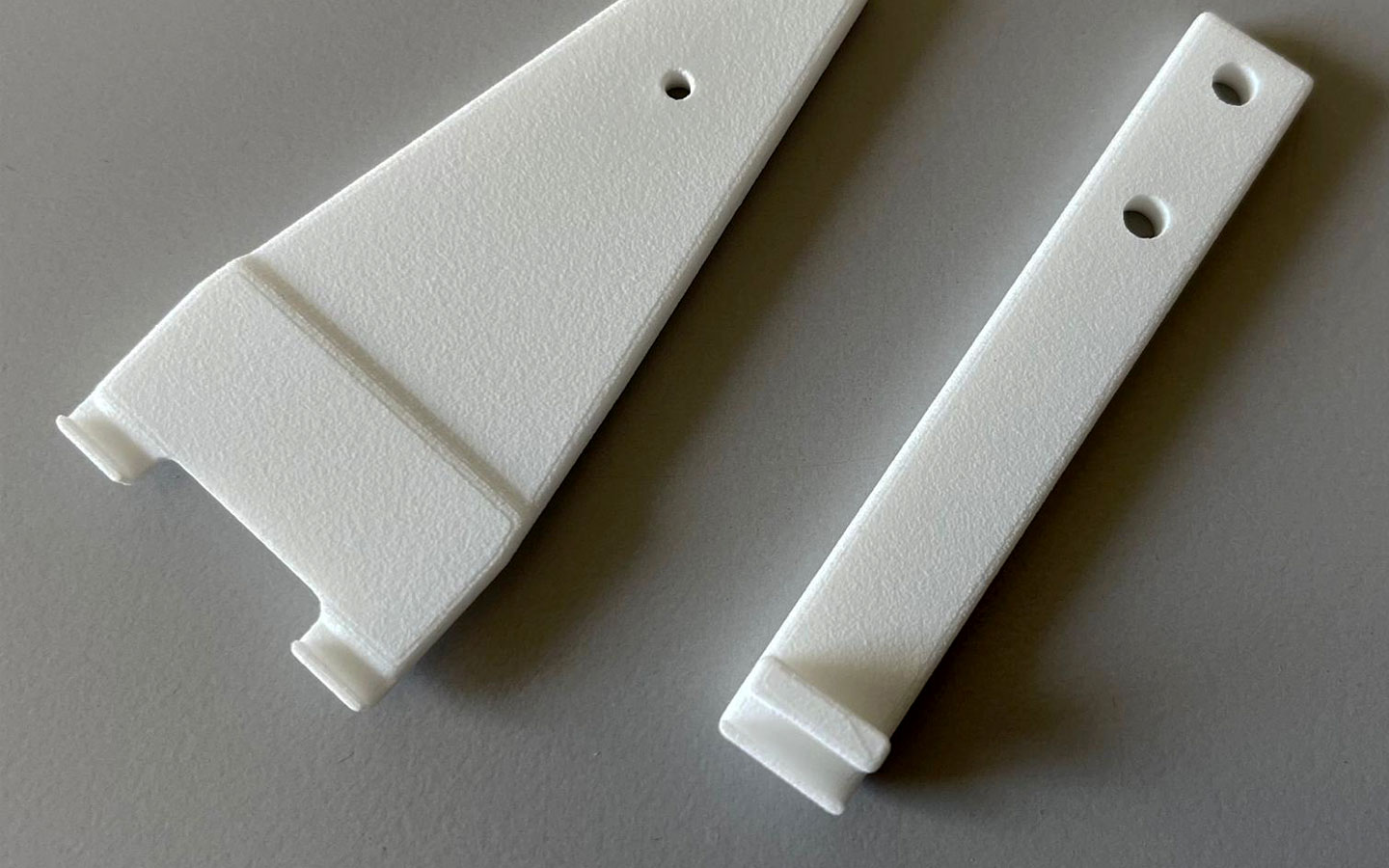
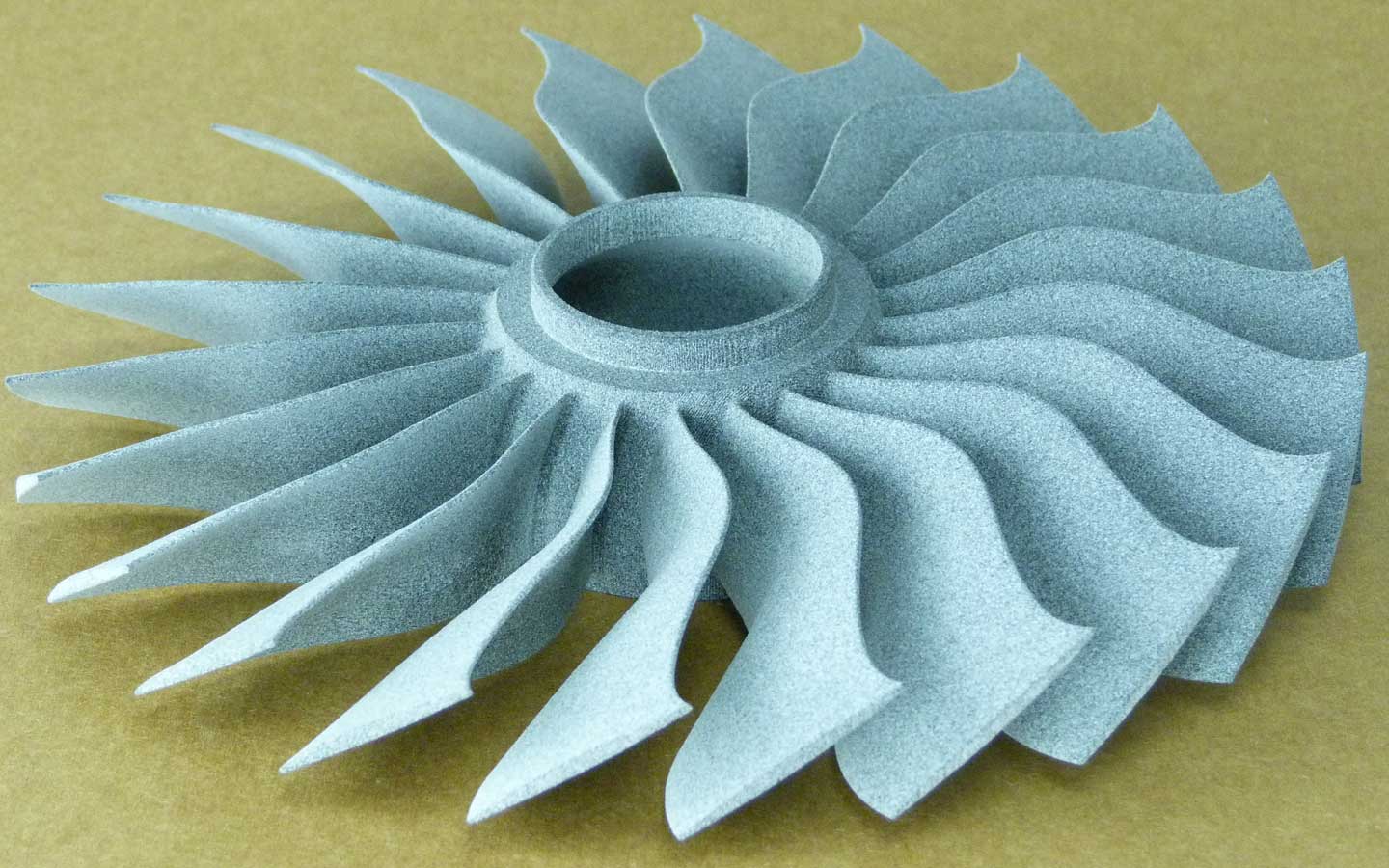
Das SLS-Verfahren ermöglicht im 3D-Druck die einfache Herstellung komplizierter Geometrien bei guter Genauigkeit. Bauteile aus Kunststoff lassen sich damit schnell und kosteneffizient sehr gut als Prototypen oder in Kleinserie fertigen. Selbst Losgrößen von bis zu 5.000 Stück sind heute in der additiven Fertigung oft kostengünstiger als Spritzguss.
Als Material kommen hauptsächlich Polyamid 12 (PA12), aber auch Thermoplastische Elastomere (TPE) zum Einsatz.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}